
EMAT چیست؟ بررسی مزایا و چالشهای روش آکوستیکالکترومغناطیسی در بازرسی جوش
در سالهای اخیر، با افزایش پیچیدگی سازههای صنعتی و حساستر شدن الزامات ایمنی و کنترل کیفیت، نقش آزمونهای غیرمخرب (NDT) در پایش سلامت تجهیزات و سازهها بیش از گذشته پررنگ شده است. یکی از چالشهای رایج در بازرسی جوشها، وجود پوششهای محافظ مانند رنگها، عایقها یا لایههای ضدخوردگی است؛ پوششهایی که اگرچه برای دوام سازه ضروریاند، اما فرآیند بازرسی را دشوارتر کرده و در بسیاری از روشها نیاز به آمادهسازی سطح، حذف پوشش یا استفاده از مواد کوپلنت را افزایش میدهند.
در چنین شرایطی، فناوری ترانسدیوسر آکوستیک-الکترومغناطیسی (EMAT) بهعنوان یکی از رویکردهای نوین در حوزه NDT مورد توجه قرار گرفته است. این روش با تکیه بر تولید و دریافت امواج اولتراسونیک بهصورت غیرتماسی و بدون نیاز به مواد واسط، ظرفیت قابل توجهی برای بازرسی جوشها و نواحی حساس زیر پوششهای غیررسانا فراهم میکند. در این مقاله، ضمن مرور اصول عملکرد EMAT، مزایا و محدودیتهای آن و همچنین روندهای پژوهشی جدید برای افزایش دقت و کاهش چالشهایی مانند افت سیگنال و اثر فاصلهگیری (Lift-off) بررسی میشود تا تصویری روشن از جایگاه این فناوری در بازرسیهای صنعتی امروز ارائه گردد.
معرفی روش EMAT (Electromagnetic Acoustic Transducer)
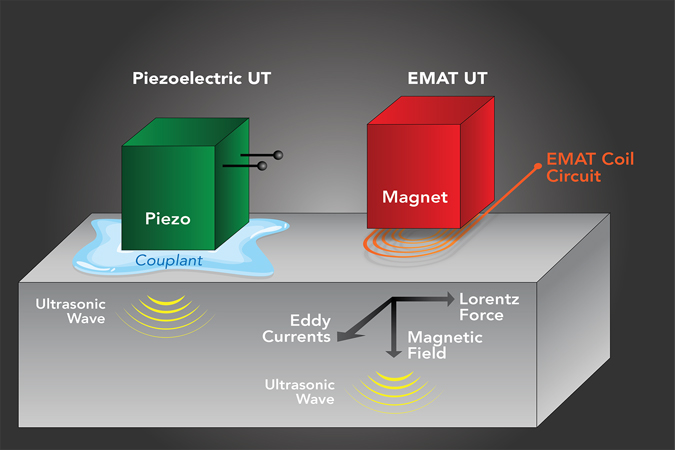
EMAT یا «ترانسدیوسر آکوستیک-الکترومغناطیسی» یک روش اولتراسونیک غیرتماسی در آزمونهای غیرمخرب است که بدون نیاز به ژل یا مایع کوپلنت، امواج فراصوت را درون قطعه ایجاد و دریافت میکند. در این روش، ترکیب یک میدان مغناطیسی ثابت و یک جریان متناوب نزدیک سطح مادهی رسانا باعث ایجاد نیروی لورنتس (در مواد غیر فرومغناطیس) یا اثر مگنتواستریکشن (در مواد فرومغناطیس) میشود و همین پدیدهها موج اولتراسونیک را در خودِ قطعه تحریک میکنند. به همین دلیل، EMAT برای بازرسی قطعات فلزی، مخصوصاً در شرایطی که سطح دارای پوشش محافظ (رنگ، عایق، پوششهای ضدخوردگی) است، گزینهای بسیار ارزشمند محسوب میشود.
از نظر نوع موج، EMAT میتواند مدهای مختلفی مثل موج طولی، عرضی، لمب (Lamb) و SH را تولید کند و برای شناسایی عیوبی مثل ترک، عدم ذوب، سرباره و عدم نفوذ استفاده شود.
مزایای روش EMAT
1) عدم نیاز به کوپلنت و تماس مستقیم
بزرگترین مزیت EMAT این است که برای انتقال انرژی به قطعه به ژل/روغن و تماس فیزیکی تکیه ندارد. بنابراین، مشکلات رایج UT کلاسیک مثل ناپایداری کوپلینگ یا نیاز به آمادهسازی زیاد سطح حذف یا بسیار کم میشود.
2) مناسب برای بازرسی زیر پوششهای غیررسانا
در بازرسی جوشها و قطعات پوششدار، EMAT میتواند بدون برداشتن رنگ یا عایق (تا جایی که پوشش غیررسانا باشد و شرایط کاری اجازه دهد) عمل کند و هزینه و زمان عملیات را پایین بیاورد.
3) امکان تولید مدهای موج متنوع
تنوع مد موج باعث میشود اپراتور/مهندس بتواند با توجه به هندسه قطعه و نوع عیب، بهترین موج را انتخاب کند؛ چیزی که در بسیاری از کاربردهای بازرسی پیشرفته مزیت کلیدی است.
4) تحمل نسبی نسبت به زبری سطح
تا زمانی که سطح خیلی آلوده یا پوشیده از رسوبات شل نباشد، EMAT نسبت به برخی مشکلات ناشی از زبری سطح تحمل نشان میدهد و لزوماً مثل UT کلاسیک وابسته به سطح بسیار آماده نیست.
معایب و محدودیتهای روش EMAT
1) بازده تبدیل انرژی پایین و سیگنالهای ضعیفتر
EMAT ذاتاً راندمان تبدیل پایینتری نسبت به UT تماسی دارد و سیگنالهای دریافتی میتوانند ضعیف باشند؛ همین موضوع نیاز به تجهیزات حساستر و مدیریت نسبت سیگنال به نویز را افزایش میدهد.
2) چالش جدی Lift-off (فاصلهگیری)
هر مقدار فاصلهی بیشتر بین پروب و سطح (بهخصوص در حضور پوششهای ضخیمتر یا ناهموار) میتواند شدت سیگنال را کاهش دهد. این «اثر فاصلهگیری» یکی از اصلیترین چالشهای کاربرد صنعتی EMAT است و حتی توسعههای جدید هم بخش بزرگی از تمرکز پژوهشها را روی کاهش همین اثر گذاشتهاند.
3) وابستگی به جنس قطعه و شرایط سطح
EMAT برای مواد رسانا مناسب است و عملکرد آن تحت تاثیر همگنی ماده و وضعیت سطح قرار میگیرد. ناهمگنی متریال یا شرایط سطحی نامناسب میتواند دقت تشخیص را کاهش دهد.
4) نیاز به طراحی و انتخاب درست سنسور/فرکانس
دقت و کارایی EMAT به پارامترهایی مثل فرکانس، طول موج، طراحی سنسور و نوع عیب وابسته است و برای رسیدن به نتیجه قابل اتکا، باید تنظیمات و انتخابها مهندسیشده انجام شود
پیشرفتهای اخیر و نوآوریها در EMAT
1) جهش سختافزاری: آهنرباهای قویتر و طراحیهای جدید کویل
یکی از گلوگاههای تاریخی EMAT، بازده پایین تبدیل انرژی و ضعیف بودن سیگنال بود. طبق مرور مقاله، در سالهای اخیر با ورود آهنرباهای با عملکرد بالاتر و طراحی کویلهای نو مثل کویلهای مارپیچ (helical) و کویلهای بینانگشتی (interdigitated)، حساسیت EMAT بهتر شده و دامنه سیگنالها تقویت شده است.
این تغییر سختافزاری یک نتیجه خیلی عملی دارد: وقتی حسگر ذاتاً «پرقدرتتر» شود، شما کمتر مجبور میشوید همه چیز را با تقویتکنندههای شدید و فیلترهای سنگین نجات دهید.
2) جهش الکترونیکی: تحریک پرقدرت و فرکانسهای بالاتر
همان مقاله اشاره میکند که پیشرفتهای الکترونیکی باعث شده تحریک با توان بالاتر و فرکانس بالاتر امکانپذیر شود و همین موضوع سیگنال EMAT را «بلندتر و قابلخواندنتر» میکند.
این یعنی در کاربردهای صنعتی، احتمال اینکه سیگنال زیر نویز دفن شود کمتر میشود—بهخصوص وقتی ضخامت پوشش یا فاصلهگیری (lift-off) دردسرساز است.
3) تمرکز اصلی پژوهشها: حلِ مشکل Lift-off با طراحی و پردازش سیگنال
مقاله خیلی واضح میگوید بزرگترین چالش باقیمانده برای EMAT، اثر Lift-off است (کاهش شدید سیگنال با افزایش فاصله حسگر از سطح). برای همین، نوآوریهای جدید عمدتاً دو مسیر را دنبال میکنند:
3-1) الگوریتمهای تصویربرداری و افزایش SNR (مثل SAFT)
در یک کار پژوهشی، از Synthetic Aperture Focusing Technology (SAFT) برای پردازش سیگنالهای EMAT استفاده شده تا نسبت سیگنال به نویز بهتر شود و توان تشخیص عیب بالا برود. طبق گزارش، این رویکرد توانسته ترک بسیار ریزی را با مشخصات عرض 0.2 میلیمتر، طول 4 میلیمتر و عمق 4 میلیمتر در عمق 0.5 میلیمتر زیر سطح آشکارسازی کند.
این دقیقاً یعنی «پردازش هوشمند» میتواند بخشی از ضعف سیگنال را جبران کند، مخصوصاً در عیبهای سطحی/نزدیک به سطح.
3-2) طراحی سنسور برای کنترل نیرو و فاصلهگیری
یک نمونه نوآوری دیگر، طراحی EMAT بهگونهای است که مشکل جذب/نیروی مغناطیسی روی اندازهگیری اثر کمتری بگذارد. در مقاله آمده که یک طراحی «pure-coil EMAT» با پیکربندی ارسال/دریافت ارائه شده و آزمایشها نشان دادهاند در فاصله 19 میلیمتر، یک تعادل مناسب بین نیروی مغناطیسی و دقت به دست میآید.
این برای کاربردهای واقعی مهم است چون در محیطهای صنعتی همیشه نمیتوان حسگر را مثل آزمایشگاه «کاملاً چسبیده» نگه داشت.
3-3) بهینهسازی پارامترهای طراحی برای بهبود Lift-off
یک مطالعه با طراحی آزمایش ارتوگونال بررسی کرده کدام پارامترهای ساختاری EMAT روی عملکرد اثر دارند. نتیجه کلیدی این بوده که فاصله بین آهنربا و کویل بیشترین اثر را روی lift-off دارد و در نتایج تجربی، وقتی lift-off به 1 میلیمتر میرسد، بازده تبدیل تا 125% افزایش یافته و عملکرد lift-off و دامنه تئوریک سیگنال هم بهبود قابل توجهی داشتهاند.
ترجمه صنعتیاش: «با یک انتخاب درست در هندسه و فاصلهگذاری، میشود بخشی از افت سیگنال را مهندسیوار کم کرد.»
3-4) فیلترها و روشهای کاهش نویز: VMD + Wavelet
برای مقابله با نویز و سیگنالهای ضعیف، یک روش ترکیبی Variational Modal Decomposition (VMD) همراه با Wavelet Denoising پیشنهاد شده که هم نویز باریکباند فرکانس بالا و هم نویز معمول را بهتر سرکوب میکند. در همان گزارش، در ارتفاع lift-off برابر 1.3 میلیمتر، خطای تشخیص برای عیبی با طول 20 میلیمتر و عرض/عمق 2 میلیمتر حدود 1.6% گزارش شده است.
این یعنی الگوریتمهای جدید فقط «قشنگ» نیستند؛ عدد و رقم هم پشتشان هست.
کاربردها و مثالهای عملی EMAT

EMAT کجا بهترین بازده را دارد؟
EMAT چون غیرتماسی است و نیاز به کوپلنت (ژل/روغن) ندارد، در موقعیتهایی میدرخشد که روشهای تماسی (مثل UT کلاسیک) یا زمانبر میشوند یا دردسر کوپلینگ و آمادهسازی سطح دارند. مهمترین سناریوهای صنعتی:
-
بازرسی جوشهای زیر پوششهای غیررسانا (Coated Weld Inspection)
-
وقتی جوش زیر رنگ، پوشش ضدخوردگی یا عایق قرار دارد، EMAT میتواند بدون حذف پوشش و بدون کوپلنت کار کند و این یعنی کاهش زمان توقف و هزینه آمادهسازی.
-
صنایع نفت و گاز و خطوط لوله
-
در خطوط لوله و تجهیزات فرآیندی، دسترسی سخت، توقف تولید پرهزینه و آمادهسازی سطح همیشه ساده نیست. EMAT با حذف نیاز به کوپلنت و امکان کار در شرایط دشوارتر، گزینه جذابی است؛ البته باید مسئله ضعف سیگنال و نیاز به SNR بالا را جدی گرفت.
-
سازههای صنعتی بزرگ و محیطهای میدانی
-
در سازههای فلزی بزرگ (کارخانهها، اسکلتهای صنعتی، سولهها، تجهیزات سنگین) که کیفیت سطح یا شرایط محیطی همیشه ایدهآل نیست، EMAT مزیت عملی دارد؛ ضمن اینکه میتواند مدهای موج مختلف (عرضی، طولی، Lamb، SH) تولید کند و برای انواع عیبها مثل ترک، عدم ذوب و سرباره بهکار برود.
-
شرایطی که ضخامت/زبری سطح مشکلساز است
-
EMAT تا حدی نسبت به زبری سطح تحمل دارد (به شرط تمیز بودن نسبی سطح و نبود رسوبات شل). این برای کار میدانی یک امتیاز واقعی است.
مثالهای عملی از پژوهشهای اشارهشده در گزارش
مثال ۱: افزایش قابلیت تشخیص ترکهای بسیار ریز با الگوریتم SAFT
در بخش «پیشرفتهای اخیر»، مقاله از یک کار پژوهشی نام میبرد که برای EMAT از الگوریتم تصویربرداری SAFT استفاده کرده تا نسبت سیگنال به نویز بهتر شود و توان تشخیص عیب بالا برود. نتیجه گزارششده: قابلیت آشکارسازی ترک با عرض 0.2 میلیمتر، طول 4 میلیمتر و عمق 4 میلیمتر در عمق 0.5 میلیمتر زیر سطح.
این مثال دقیقاً نشان میدهد «پردازش سیگنال» چگونه بخشی از ضعف ذاتی EMAT در سیگنالهای ضعیف را جبران میکند.
مثال ۲: کاهش اثر Lift-off با بهینهسازی طراحی و فاصلهگذاری
مقاله توضیح میدهد بزرگترین چالش EMAT همچنان اثر lift-off است. در یک پژوهش دیگر، با طراحی آزمایش و بررسی پارامترهای ساختاری، مشخص شده فاصله بین آهنربا و کویل بیشترین اثر را روی lift-off دارد و در نتایج تجربی، در lift-off برابر 1 میلیمتر، بازده تبدیل 125% افزایش یافته و عملکرد lift-off و دامنه تئوریک سیگنال هم بهبود پیدا کرده است.
این یعنی برای کاربرد واقعی، فقط «روش» مهم نیست؛ طراحی سنسور و پارامترهای مکانیکیاش تعیینکنندهاند.
جمعبندی و نتیجهگیری
EMAT بهعنوان یک روش اولتراسونیک غیرتماسی، بهویژه برای بازرسی جوشها و قطعات زیر پوششهای غیررسانا ارزش صنعتی بالایی دارد، چون نیاز به کوپلنت و بخش زیادی از آمادهسازی سطح را حذف میکند. در مقابل، محدودیت کلیدی آن بازده تبدیل پایین و سیگنالهای ضعیفتر است که باعث میشود سیستم به نسبت سیگنال به نویز بالاتر و طراحی دقیقتر وابسته باشد. همچنین مسئله lift-off هنوز چالش اصلی است، اما پیشرفتهای اخیر در طراحی کویل/مگنت و الگوریتمهای پردازش سیگنال نشان میدهد مسیر صنعتیسازی EMAT جدی و رو به رشد است.
چشمانداز آینده (طبق جهتگیریهای مطرحشده)
-
بهبود سختافزار حسگر (کویلها و آهنرباهای بهتر) برای بالا بردن حساسیت
-
کنترل و جبران lift-off با طراحی و الگوریتمها
-
افزایش اتوماسیون و هوشمندسازی پردازش سیگنال (برای کاهش وابستگی به اپراتور و پایدارسازی نتایج)
توصیههای کاربردی برای تیمهای صنعتی
-
EMAT را وقتی انتخاب کنید که حذف کوپلنت/حذف برداشتن پوشش مزیت اقتصادی و اجرایی مهمی باشد.
-
در پروژههای میدانی، از ابتدا برای مدیریت نویز و SNR برنامه داشته باشید (انتخاب دستگاه، فیلترها، الگوریتمها).
-
اگر پوشش ضخیم/سطح ناهموار است، موضوع lift-off را بهعنوان ریسک اصلی در طرح بازرسی لحاظ کنید
اگر در پروژه خود با چالشهایی مثل بازرسی جوش زیر پوشش، محدودیت دسترسی، یا افت سیگنال در روشهای اولتراسونیک مواجه هستید، میتوانید برای دریافت مشاوره تخصصی انتخاب روش و طراحی فرآیند بازرسی با تیم ما در تماس باشید.
دسته بندی ها
جدید ترین مقالات

EMAT چیست؟ بررسی مزایا و چالشهای روش آکوستیکالکترومغناطیسی در بازرسی جوش

wwwwwww
wwwww
پربازدیدترین مقالات
EMAT چیست؟ بررسی مزایا و چالشهای روش آکوستیکالکترومغناطیسی در بازرسی جوش
wwwwwww